Серед усіх методів зварювання точкова зварка займає особливе місце — вона дозволяє з’єднувати металеві деталі швидко, акуратно і без видимих швів на поверхні. Саме тому її так широко використовують у промисловості та автомобільному виробництві. Але й у менш масштабних завданнях — від кузовного ремонту до виготовлення металоконструкцій — вона доводить свою ефективність.
Широкий асортимент обладнання для точкового зварювання різних типів і потужностей представлений на https://svarcentr.com.ua/ua/tochechnaya-svarka-ua — там можна підібрати пристрій як для побутового використання, так і для промислових задач.
Як працює точкова зварка: фізика процесу
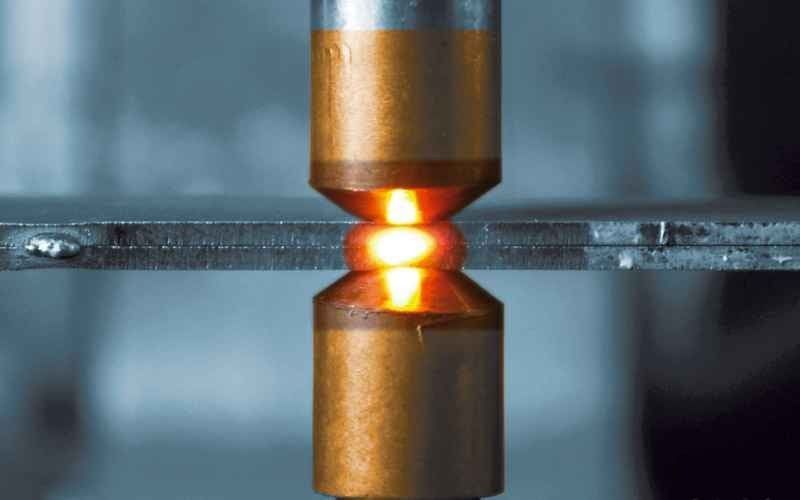
Суть методу — в концентрованому нагріві невеликої ділянки металу електричним струмом з одночасним механічним стисненням. Два електроди притискаються до деталей із обох боків, через них пропускається короткий, але потужний імпульс струму. В місці контакту метал нагрівається до температури плавлення і під тиском електродів зплавляється в єдину точку — зварну ядро.
Весь цикл займає долі секунди. Після знімання електродів місце з’єднання охолоджується під тиском, що забезпечує міцне з’єднання без видимих слідів на поверхні виробу.
Три параметри визначають якість точкової зварки: сила струму, час його проходження і зусилля стиснення електродів. Від їх правильного поєднання залежить, чи буде зварна точка якісною — ні недостатньо проплавленою, ні з наскрізним пропалюванням.
Де використовують точкове зварювання
Галузь застосування набагато ширша, ніж здається на перший погляд.
Автомобільна промисловість — найбільший споживач цього методу. Кузов середньостатистичного автомобіля містить кілька тисяч зварних точок. Саме точкова зварка забезпечує з’єднання панелей без деформацій і видимих швів.
Кузовний ремонт — при заміні панелей, порогів, стійок і інших елементів кузова. Контактна зварка дозволяє відтворити заводський спосіб кріплення і забезпечити необхідну міцність з’єднання.
Виробництво побутової техніки — корпуси пральних машин, холодильників, мікрохвильових печей. Тонкий листовий метал зварюється без деформацій.
Акумуляторні збірки — точкова зварка нікелевою стрічкою є стандартним методом з’єднання Li-ion і Li-po елементів у батарейні пакети.
Металообробка і виробництво конструкцій — з’єднання тонколистових деталей, кошиків, стелажів, решіток.
Типи апаратів для точкового зварювання
Ринок пропонує кілька категорій обладнання, і вибір залежить від задач і бюджету.
| Тип | Особливості | Для кого підходить |
|---|---|---|
| Стаціонарний (педальний) | Великий зварювальний струм, зручне регулювання, дві руки вільні | Майстерні, виробництво, регулярна робота |
| Портативний (кліщовий) | Мобільний, підходить для роботи в обмеженому просторі | Кузовний ремонт, виїзні роботи |
| Пістолетний (споттер) | Односторонній доступ до деталі, зварювання через один бік | Витягування вм’ятин, кузовні роботи |
| Мікрозварювальний | Малий струм, точна робота з тонкими матеріалами | Збірка акумуляторів, електроніка |
Ключові параметри при виборі апарата
Перш ніж купувати обладнання, варто визначитися з кількома технічними параметрами.
Зварювальний струм — визначає, яку товщину металу можна зварювати. Для тонкого листового металу (0,5–1 мм) достатньо апарата з струмом 3–5 кА. Для більш товстих матеріалів потрібні потужніші апарати.
Товщина матеріалу, що зварюється — більшість побутових і напівпрофесійних апаратів розраховані на зварювання листів товщиною до 1–1,5 мм кожен. Для двох шарів по 1 мм (загальна товщина 2 мм) потрібен відповідний запас за струмом.
Тип управління — механічне або електронне. Електронне управління дозволяє точніше задавати час імпульсу і зусилля, що особливо важливо при роботі з різними товщинами і марками сталі.
Цикл роботи (ПН) — відсоток часу, протягом якого апарат може безперервно працювати без перегріву. Для постійної роботи потрібен ПН не менше 35–60%.
Матеріали для точкового зварювання: що зварюється добре, а що — ні
Точкова зварка найкраще працює з низьковуглецевими і низьколегованими сталями — саме ці матеріали використовуються у виробництві автомобільних кузовів і більшості листових конструкцій.
Нержавіюча сталь зварюється значно складніше через вищий електричний опір і тенденцію до прилипання електродів. Потрібні спеціальні режими і матеріали електродів.
Алюміній і його сплави — принципово складніший матеріал для точкового зварювання через низький електричний опір і оксидну плівку. Потрібне спеціалізоване обладнання з набагато більшим струмом.
Оцинкована сталь зварюється, але цинкове покриття частково випаровується в зоні зварної точки, що потребує додаткового захисту від корозії в цих місцях.
Практичні поради для якісної зварки
- Поверхні деталей повинні бути чистими — іржа, фарба, масло і забруднення збільшують перехідний опір і погіршують якість зварної точки.
- Електроди потребують регулярного зачищення. Забруднені або деформовані кінці електродів дають нерівномірний нагрів і знижену міцність з’єднання.
- Зусилля притискання має відповідати матеріалу. Недостатнє — дає розбризкування металу, надмірне — деформує поверхню деталей.
- Відстань між сусідніми точками повинна бути не менше 8–10 діаметрів зварної точки. Розміщення точок занадто близько одна до одної знижує міцність через шунтування струму.
Коли точкова зварка — не найкращий вибір
При всіх перевагах є ситуації, де інші методи зварювання доцільніші. Точкова зварка не підходить для з’єднання товстого металу (більше 3–4 мм), деталей складної форми з обмеженим доступом до обох боків, матеріалів з різкими відмінностями в товщині або електропровідності. У таких випадках краще розглянути напівавтоматичне або аргонодугове зварювання.
Але там, де вона доречна — у кузовних роботах, виробництві тонколистових конструкцій, збірці акумуляторів — точкова зварка залишається оптимальним вибором за поєднанням швидкості, якості і мінімального спотворення матеріалу.

Автор та редактор


